-
+86-15168153335
-
провинция Чжэцзян, г. Юйяо, пос. Сымынь, ул. Сыхай-дадао, д. 77
+86-15168153335
+86-15168153335
провинция Чжэцзян, г. Юйяо, пос. Сымынь, ул. Сыхай-дадао, д. 77
+86-15168153335

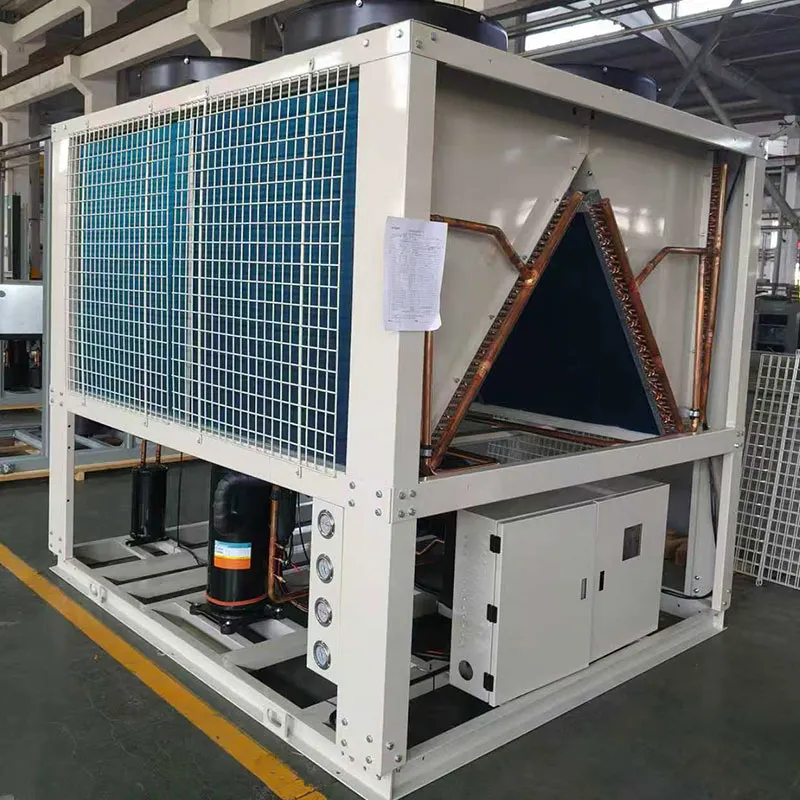
Когда говорят про винтовой чиллер с воздушным охлаждением или его водяного собрата, часто всё сводят к табличным данным по холодопроизводительности и COP. На деле, ключевые решения и проблемы начинаются там, где эти таблицы заканчиваются. Многие, например, до сих пор считают, что водяное охлаждение однозначно эффективнее в любом случае, но забывают про стоимость подпитки контура градирни, химической водоподготовки и просто наличия этой самой воды. Или другой момент: выбор между ними — это не просто сравнение ценников на оборудование, а анализ всей жизненной стоимости системы за 10-15 лет. Вот об этих практических тонкостях, набитых шишках и не всегда очевидных выводах и хочется порассуждать.
Сердце любого такого агрегата — винтовой компрессор. Его надёжность и способность работать на частичной нагрузке — главный козырь. Но здесь же и первый подводный камень: не все винтовые блоки одинаково хорошо ведут себя при нагрузке, скажем, в 30-40% от номинала. Некоторые модели начинают ?капризничать? с частыми старт-стопами, что бьёт по ресурсу. Поэтому, глядя на техническую схему, всегда в первую очередь спрашиваю: как реализовано управление производительностью? Плавное ли это регулирование или ступенчатое? Для объекта с постоянной нагрузкой это может быть не критично, а для производства с сезонными или суточными пиками — вопрос первостепенной важности.
Вспоминается проект для пищевого цеха, где заказчик изначально требовал максимальный COP. Установили чиллер с водяным охлаждением, но не учли жёсткость местной воды. Через два сезона начались проблемы с пластинчатым теплообменником конденсатора — солевые отложения снизили эффективность на треть. Пришлось экстренно врезать систему умягчения, что съело всю экономию от высокого коэффициента. Вывод: эффективность — это не только цифра в паспорте, а совокупность условий на площадке.
Именно поэтому в спецификациях серьёзных производителей, вроде того же ООО ?Нинбо Хуэйкан Торгово-промышленная? (https://www.hiconcn.ru), акцент делается не только на параметры, но и на адаптивность конструкции. Компания, как известно, специализируется на прецизионных и промышленных системах, а это подразумевает глубокую проработку именно таких эксплуатационных сценариев. Их подход к низкоуглеродным решениям, по сути, начинается с обеспечения стабильной работы оборудования в реальных, а не идеальных условиях.
Казалось бы, чиллер с воздушным охлаждением — это простота. Поставил на улице, подключил хладоновый контур и питание — работай. Но ?улица? бывает разной. Самый частый просчёт — неправильный учёт рециркуляции горячего воздуха. Если агрегат стоит в замкнутом дворе-колодце или между крыш, летом он сам себя задушит, перегревая конденсатор. Видел объект, где из-за этого чиллер уходил в аварийную остановку каждый солнечный день, хотя запас по холодопроизводительности был изначально заложен приличный.
Ещё один момент — шум. Винтовой компрессор сам по себе относительно тихий, но вот вентиляторы осевые на конденсаторе — совсем другая история. В жилой или офисной застройке это может стать проблемой. Приходится думать о шумоглушителях, специальных низкооборотных вентиляторах, что усложняет конструкцию и повышает цену. Иногда проще изначально рассмотреть вариант с выносным конденсатором, чтобы вынести основную шумящую часть подальше.
Зимняя эксплуатация — отдельная песня. Замерзание дренажа, необходимость поддержания температуры рассола или воды в испарителе при простое... Здесь важна правильная обвязка и система управления, которая не даст теплообменнику лопнуть. Автоматика должна грамотно отрабатывать режимы прокачки, подогрева картера компрессора. Это те детали, по которым видно, сделан ли чиллер по принципу ?собрать из каталога компонентов? или спроектирован как цельная система для работы в климате с минусовыми температурами.
С винтовым чиллером с водяным охлаждением история обратная. Его эффективность (EER/COP) обычно выше, так как температура конденсации завязана на воду в градирне, которая летом холоднее воздуха. Но эта эффективность мгновенно тает, если посчитать полную стоимость владения. Градирня — это дополнительное оборудование, насосы, трубопроводы, химическая подготовка воды, борьба с легионеллой (особенно актуально для открытых градирен), постоянный контроль качества воды.
На одном из заводов в Подмосковье была классическая ситуация: смонтировали мощную систему с градирней, но служба эксплуатации не была готова к её обслуживанию. Воду не готовили, не контролировали. Через три года пластинчатый теплообменник конденсатора чиллера оказался почти наполовину забит отложениями. Падение давления, рост температуры конденсации, перерасход электроэнергии и, в итоге, дорогостоящая промывка всей системы с простоем. Экономия на эксплуатантах обернулась крупными ремонтными затратами.
Поэтому сейчас, рекомендуя такой вариант, всегда настаиваю на полном просчёте операционных расходов. Иногда, для объекта средней мощности, проще и дешевле в долгосрочной перспективе оказывается именно воздушное охлаждение, несмотря на чуть больший расход киловатт. Всё упирается в готовность заказчика содержать сложную инженерную инфраструктуру. Для крупных же ЦОДов, производств с круглогодичной нагрузкой, водяное охлаждение часто безальтернативно, но его проект нужно делать с большим запасом по надёжности и автоматизации контроля.
Современный чиллер — это не просто холодильная машина, а узел в общей системе климат-контроля. Его взаимодействие с насосными станциями, фанкойлами, системой рекуперации — критически важно. Устаревшая автоматика, которая просто включает/выключает компрессор по температуре обратной воды, сегодня уже не конкурентна. Нужно прогнозирование нагрузки, погодозависимое регулирование, плавное изменение производительности.
Здесь часто возникает разрыв между ожиданиями и реальностью. Заказчик хочет ?самую умную систему?, но не готов инвестировать в качественные датчики, надёжные контроллеры и, главное, в обучение персонала. В итоге, дорогая автоматика работает в базовом режиме ?вкл/выкл?. Видел, как на объекте стоял чиллер с возможностью подключения к BMS и тонкими алгоритмами оптимизации, но всё управление велось с местной кнопочной панели, потому что протокол интеграции не согласовали на этапе проектирования.
Компании, которые фокусируются на комплексных промышленных решениях, как ООО ?Нинбо Хуэйкан Торгово-промышленная?, обычно предлагают оборудование с открытыми протоколами связи (Modbus, BACnet). Это правильный путь. Их акцент на индивидуально разработанные системы (https://www.hiconcn.ru) как раз подразумевает, что чиллер будет не standalone-агрегатом, а частью отлаженного технологического процесса. Для прецизионного кондиционирования, которое является их профилем, это вообще обязательное условие — точное поддержание параметров невозможно без интеграции всех компонентов.
В каталогах все чиллеры для индустриального применения выглядят сурово и надёжно. Но ?промышленный класс? — это не просто толстая станина и краска попрочнее. Это, в первую очередь, резервирование ключевых компонентов и ремонтопригодность. Например, как организована система смазки компрессора? Есть ли встроенные фильтры-осушители на линии хладагента? Как быстро и с каким инструментом можно заменить датчики или вентиляторы?
Один из самых показательных случаев из практики — отказ одного из вентиляторов конденсатора на чиллере с воздушным охлаждением в пятницу вечером. На некоторых моделях для замены нужно было демонтировать целый блок кожухов, что занимало несколько часов. На других — открутить четыре болта и вытащить вентиляторный узел на салазках, замена за 20 минут. В первом случае производство встало на выходные, во втором — дежурный слесарь справился без остановки холода. Вот она, разница в ?промышленном? дизайне.
Надёжность — это также и качество пайки медных контуров, и стойкость оребрения теплообменников к коррозии (особенно в приморском климате или рядом с производством химикатов), и запас по давлению в гидравлическом контуре. Когда изучаешь ассортимент производителей, стоит обращать внимание на такие, казалось бы, мелочи. Часто именно они определяют, проработает ли агрегат заявленные 20 лет или начнёт сыпаться после пяти. Специализация на прецизионных системах, как у упомянутой компании, обычно диктует более высокие стандарты контроля именно на этих этапах сборки, потому что требования к отказоустойчивости в ЦОДах или лабораториях предельно жёсткие.
Так что же в сухом остатке? Выбор между воздушным и водяным охлаждением для винтового чиллера — это всегда поиск компромисса между первоначальными затратами, эксплуатационными расходами, наличием ресурсов (воды, места, квалифицированного персонала) и требованиями по надёжности. Универсального ответа нет.
Для удалённых объектов, где сложно обеспечить постоянный технадзор, часто надёжнее оказывается воздушный вариант, пусть и с некоторым перерасходом энергии. Для крупных, централизованных систем с постоянной службой эксплуатации — водяное охлаждение раскроет свои преимущества в эффективности. Ключ — в честной оценке всех факторов на стадии ТЭО, а не в следовании общим тенденциям.
И последнее: какой бы вариант ни был выбран, успех на 50% зависит от грамотного монтажа и пусконаладки, а ещё на 30% — от планового технического обслуживания. Самый совершенный винтовой чиллер можно угробить за сезон неправильной обвязкой или отсутствием регулярной чистки теплообменников. Поэтому финальный совет: выбирайте не только оборудование, но и партнёра, который понимает полный цикл его жизни — от проекта до ежегодного сервиса. И тогда, будь то воздушное или водяное охлаждение, система будет работать долго и предсказуемо, что, в конечном счёте, и есть главная цель.