-
+86-15168153335
-
провинция Чжэцзян, г. Юйяо, пос. Сымынь, ул. Сыхай-дадао, д. 77
+86-15168153335
+86-15168153335
провинция Чжэцзян, г. Юйяо, пос. Сымынь, ул. Сыхай-дадао, д. 77
+86-15168153335

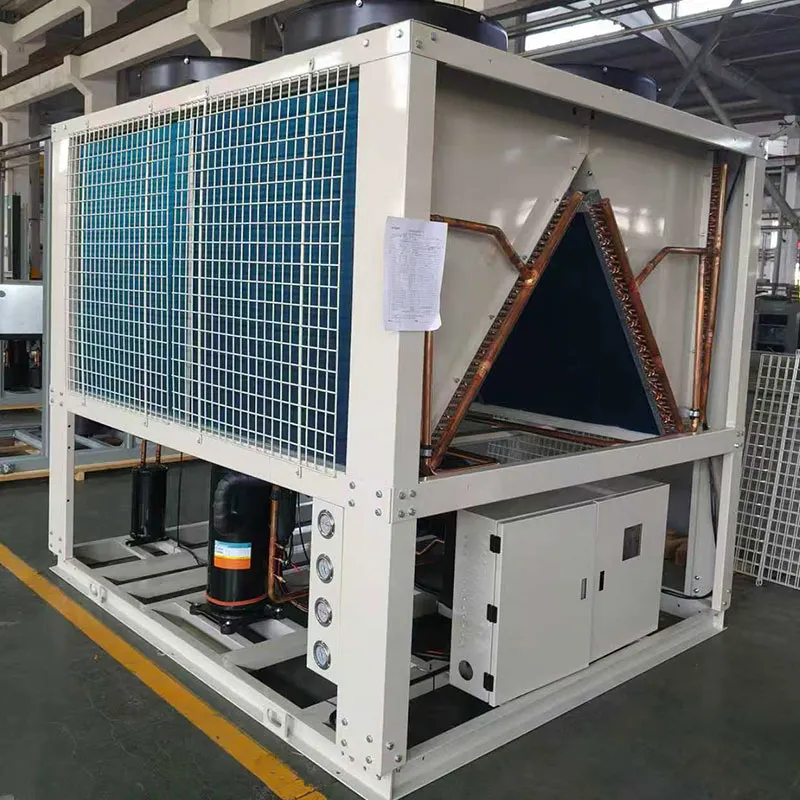
Когда говорят ?чиллеры промышленного охлаждения?, многие сразу представляют огромный агрегат, который просто гонит ледяную воду. Но на деле, если вникнуть, всё куда тоньше. Основная ошибка — считать, что главное здесь мощность охлаждения в киловаттах. На практике, ключевым часто становится не пиковая производительность, а как система ведёт себя при частичной нагрузке, как интегрируется с технологическим контуром и, что критично, какую температуру воды или рассола она может выдавать стабильно, без скачков. Вот на этих нюансах и ломаются многие проекты.
Брали мы как-то проект для пищевого цеха. По всем формулам выходило — нужен чиллер на 200 кВт, температура воды +7°C. Казалось бы, подбирай по каталогу и всё. Но забыли про один фактор — цех негерметичный, летом там под 40°C, да ещё и мойка полов регулярно. Влажность зашкаливала. Аппарат, который по паспорту тянул 200 кВт в стандартных условиях, в этой ?парилке? начал сбоить по высокому давлению конденсации. Производительность упала на треть. Пришлось срочно думать над системой приточки для конденсаторного блока и пересчитывать уже на реальные, а не лабораторные условия. Это был урок: паспортные данные — это хорошо, но их надо умножать на коэффициент ?российская эксплуатация?.
Или другой момент — выбор хладагента. Сейчас все гонятся за ?экологичными? R513A, R32. Но в том же промышленном охлаждении для низких температур (ну, скажем, для рассола -15°C) старый добрый R407C или даже R22 (где ещё остался) может показать себя надёжнее в плане вязкости масла и работы компрессора на низких температурах кипения. Новые хладагенты требуют идеальной чистоты системы, специальных масел. Однажды поставили систему на R448A — и столкнулись с повышенным износом компрессора через полтора года. Виной всему оказалась неидеальная подготовка трубопроводов на объекте, мельчайшая влага. С традиционными хладагентами такой строгости не требовалось.
Вот тут, к слову, опыт компаний, которые именно в промышленном сегменте давно, бесценен. Смотрю иногда на ассортимент ООО ?Нинбо Хуэйкан Торгово-промышленная? — у них в фокусе как раз специализированные прецизионные системы. Это не случайно. Для IT-оборудования или фармацевтики важен не просто холод, а точность поддержания температуры и влажности. Их подход к проектированию, где система кондиционирования — часть технологического процесса, очень близок к философии правильного применения промышленных чиллеров. Это не товар с полки, а решение, которое должно учитывать сотню переменных.
Сам чиллер — это лишь полдела. Вторая, не менее важная половина — это то, что к нему подключено: насосы, расширительные баки, запорная арматура, система водоподготовки. Можно поставить самый навороченный чиллер с винтовыми компрессорами, но если в контуре течёт обычная водопроводная вода, через год-два теплообменники обрастут накипью так, что производительность упадёт катастрофически. Борьба с этим — отдельная песня.
Помню случай на пластиковом производстве. Там использовался чиллер для охлаждения экструдеров. Воду взяли из собственной скважины предприятия, про умягчение не подумали. Через 8 месяцев работы температура на выходе из чиллера перестала держаться. Вскрыли пластинчатый теплообменник — он был забит отложениями, как известковый камень. Простой производства обошёлся в десятки раз дороже, чем стоила бы система умягчения. Теперь всегда настаиваю на анализе воды и, как минимум, на полифосфатном фильтре, а лучше — на полноценной станции подготовки.
Ещё один бич — воздух в системе. Если при монтаже не уделить внимание правильной обвязке, установке воздухоотводчиков в верхних точках, система будет постоянно ?завоздушиваться?. Насосы начинают шуметь, циркуляция нарушается, возможна кавитация. И диагностировать это сложно — симптомы похожи на неисправность самого чиллера: температура на выходе ?прыгает?, давление в контуре нестабильное. Приходится по цепочке исключать возможные причины, начиная с самой простой — не спустили ли воздух после прошлогоднего сервиса.
Особый разговор — это чиллеры для получения низкотемпературных жидкостей. Не +7°C, а -10°C или -25°C рассола (чаще всего этиленгликоля). Здесь уже встаёт вопрос о каскадных системах или чиллерах с винтовыми компрессорами, специально рассчитанных на низкие температуры кипения. Одна из самых сложных наших задач была на химическом комбинате — требовалось охлаждение реактора до -15°C с точностью ±0.5°C.
Поставили каскадную систему: первый контур на R410A, второй — на R23. Сложность была даже не в сборке, а в настройке системы управления, которая должна была синхронизировать работу двух независимых холодильных контуров, управлять перепускными клапанами в зависимости от тепловой нагрузки. Первые месяцы ушли на обкатку и тонкую регулировку ПИД-регуляторов. Зато когда всё вышло на режим, результат был идеальным. Клиент был доволен, но себестоимость такого решения, конечно, в разы выше стандартного.
Иногда, впрочем, можно обойтись и без каскада, если правильно выбрать одноступенчатый чиллер с подходящим компрессором. Например, для поддержания -10°C в гликолевом контуре ледовой арены. Тут важен не только холод, но и надёжность — система работает почти круглосуточно весь сезон. Ставили как-то аппараты с полугерметичными поршневыми компрессорами, специально предназначенными для низких температур. Работали они, в целом, неплохо, но уровень шума и вибрации был выше, чем у винтовых аналогов. Для следующего объекта уже рассматривали винтовые варианты, пусть и с более высокой первоначальной стоимостью — за счёт энергоэффективности и долговечности они окупались.
Современный промышленный чиллер — это уже не просто ?включил-выключил?. Это узел, встроенный в общую систему автоматизации здания или цеха. Протоколы связи Modbus, BACnet становятся must-have. Но и тут есть подводные камни. Как-то подключили чиллер с Modbus RTU к общей SCADA-системе завода. Вроде всё настроили, данные по температуре, давлению, статусам передаются. Но начались сбои — раз в несколько дней связь ?падала?. Оказалось, проблема в длине линии связи и наводках от силового оборудования. Пришлось ставить дополнительные повторители сигнала и экранировать кабель. Мелкая, казалось бы, деталь, которая может привести к простою.
Ещё один аспект управления — это алгоритмы работы при частичной нагрузке. Хороший чиллер должен уметь плавно регулировать производительность, а не просто включаться и выключаться. Частотное регулирование компрессора и вентиляторов конденсатора — это уже практически стандарт для энергоэффективных решений. Но важно, чтобы логика контроллера была адекватной. Видел системы, где частотник на компрессоре работал в таком диапазоне, что аппарат почти всё время ?задыхался? на низких оборотах, не выходя на эффективный режим. Экономия была мнимой. Правильная настройка — это баланс между откликом на изменение нагрузки и КПД системы в данный конкретный момент.
В контексте умного управления интересен подход компаний, которые изначально проектируют системы как комплекс. Если взять того же Хуэйкан, их акцент на индивидуально разработанные промышленные системы и низкоуглеродные решения говорит о том, что они мыслят категориями не отдельного аппарата, а всей климатической инфраструктуры объекта. Для чиллеров промышленного охлаждения такая интеграция — ключ к реальной экономии ресурсов.
Так к чему всё это? Промышленные чиллеры — это история не про железо, а про применение. Один и тот же аппарат в разных условиях покажет абсолютно разные результаты. Самые дорогие ошибки происходят не из-за поломки компрессора (хотя и это бывает), а из-за неучтённых деталей на стыке систем: химии воды, качества воздуха вокруг конденсатора, совместимости систем управления.
Сейчас тренд — на энергоэффективность и ?зелёные? хладагенты. Это правильно и неизбежно. Но в погоне за этим нельзя забывать про надёжность и ремонтопригодность в условиях конкретного производства. Иногда проще и дешевле в долгосрочной перспективе поставить систему попроще, но на проверенных временем решениях, чем гнаться за ультрасовременными показателями, которые могут оказаться слишком капризными для цеховой пыли и перепадов напряжения.
Выбор всегда компромисс. И главная задача инженера — понять, какой именно компромисс нужен заказчику: между ценой и надёжностью, между пиковой мощностью и эффективностью на частичной нагрузке, между ?экологичностью? хладагента и сложностью его обслуживания. Это и есть та самая практика, которая не пишется в каталогах, но решает успех проекта. Всё остальное — просто железные коробки с трубками.